热压接
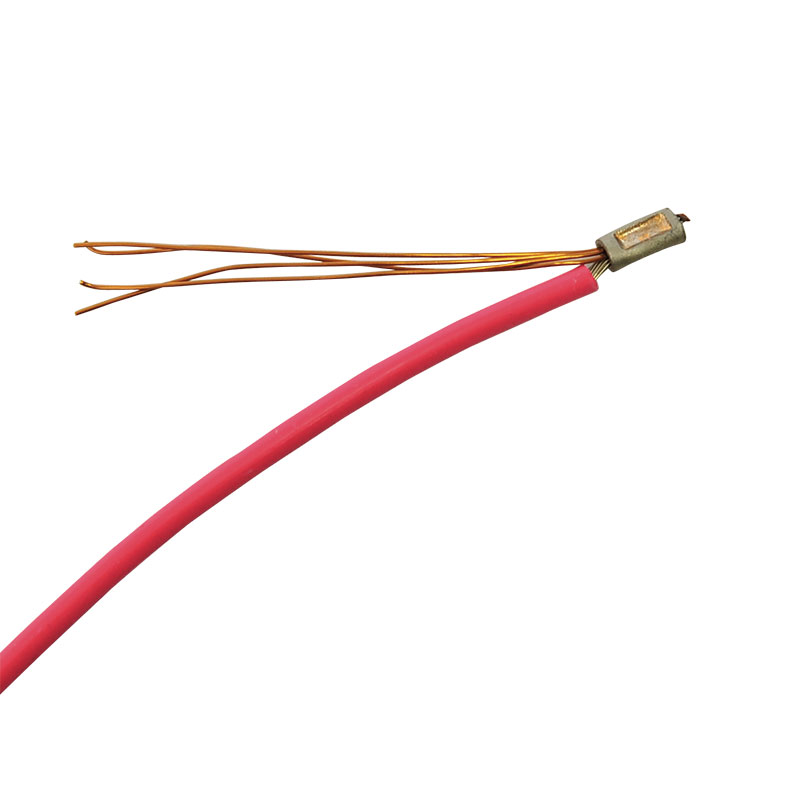
直接将电线和漆包线用接线头连接起来热压接 – 导线与漆包线之间的可靠连接,无需事先进行去漆
STRUNK 引入了一项新技术,无需事先去漆即可进行对漆包线的连接。该工艺以 STRUNK 的通用电阻焊接工艺为基础,自 1984 年以来,该工艺已在汽车、医疗、家电和太阳能行业得到广泛应用。
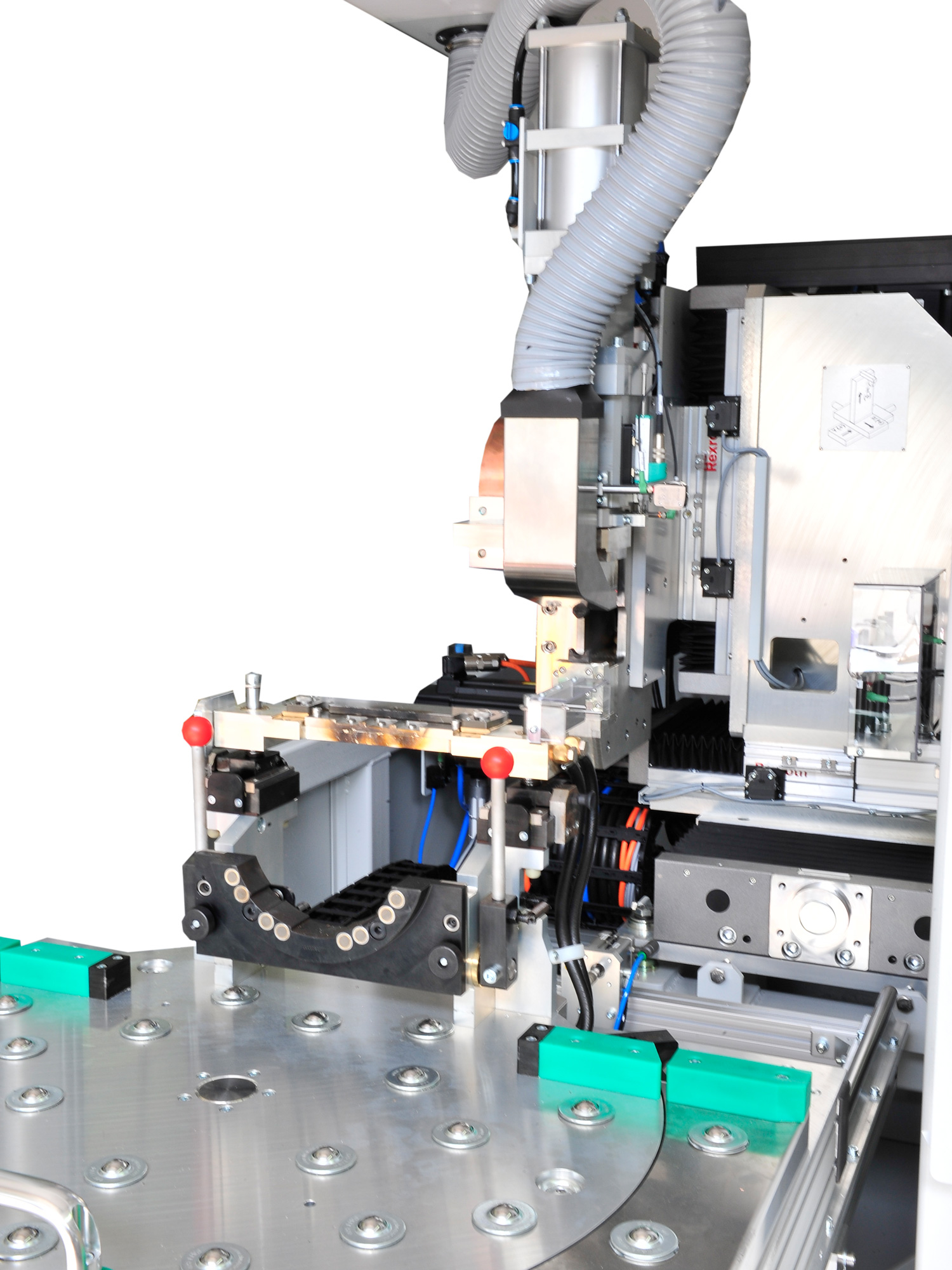
STRUNK Connect 电阻焊接设备的焊头或焊枪具有特殊的机械设计,可确保焊接质量的可靠性和符合客户的要求。每项定制设计都使用 FEM 软件专门针对客户的应用进行计算和设计,以便在极短的焊接时间内产生所需的焊接压力并传输高焊接电流。基于这些特性,并结合智能电源与工控式焊接控制器的精确监控,我们的工艺可蒸发每根漆包线的绝缘层,而不影响铜本身,产生的烟雾通过抽排系统排出。
什么是热压接,它适用于哪些导线?
热压接是一种基于 STRUNK 针对铜等有色金属的电阻焊接工艺,它适用于加工漆包线(电机、定子、发电机生产、医疗应用)、绝缘高频线(如变压器、充电器……)或传统铜线(高柔性、规则绞合或编织绞线,如电动汽车或混合动力汽车)。
STRUNK 可加工横截面为 0.05 mm2 的单股线或大至 400 mm2 的绞合线或编织线,单股导线的粗细并不重要,这意味着高频电缆应用也适合,此外,还可加工具有不同镀层(银、锡、镍等)的传统金属导线,这种工艺也适用于高温应用,而插头和套管可由裸铜、镀锡、镀镍或镀银制成。
热压接适用于哪些应用?
过去,漆包线之间或漆包线与电缆接头之间的连接非常费时费力,究其原因,是需要人工去除每根金属丝上的漆层。如果电线束需要进行加工,则几乎不可能一次性完成漆层剥离,必须用火焰加热电线,并通过手动来连接电线束,这一过程耗时且不可靠。如今,STRUNK 可将这些导线直接焊接到端子或套管上而无需事先去漆,在电阻焊接过程中,绝缘层被蒸发,每根电线都与其他电线相连。这个步骤有以下优点:
- 在汽车和医疗行业使用的所有测试程序中,整个使用寿命期间均未发现焊点老化现象;
- 不再有在使用寿命期间可能松动或松弛的压接连接;
- 通过对所有必要参数的监控,实现完全稳固的工艺;
- 由于接触电阻低,导电性特别强,不会产生电压降;
- 由于单根金属丝的拉伸强度高(拉伸力大),因此拉动时不会产生滑动效应;
- 该连接具有抗振性和耐温性;
- 这种连接对环境影响不敏感;
- 该过程可以完全自动化。
热压接与传统压接有何不同?
传统的压接方式会产生机械连接,但在产品的使用寿命期间,这种连接会因老化(材料松弛)而再次松动。相比之下,采用热压接时,材料通过电阻焊接熔合在一起,不会对铜产生应力,在连接件之间形成的连接几乎没有接触电阻,在使用寿命期间也不会老化。由于具有完美的耐受性和金属间的连接,因此不会发生氧化,从而提高了产品在使用过程中的耐受性。在大截面的高电流应用中,该技术也能实现安全可靠的连接,即使在所需的供电周期后也不会出现故障。此外,由于套管和导线连接在一起,机械拉伸力特别高且稳定。STRUNK 的 PC 焊接控制器可监控工艺参数,包括在数据库中跟踪数据或产品识别,以实现汽车、医疗和太阳能行业所要求的完全可追溯性。
热压接是如何工作的?
电阻焊接使得单根导线之间建立连接,专门设计的焊接头可在电缆接线头或套管上产生必要的焊接力,并在极短的时间内将焊接电流传输到接合部位,而不会对铜产生应力,同时,可使用 STRUNK 的智能电源技术和工控式系统来监测和控制这一过程。通过特别编程的脉冲,焊接电流产生所需的温度,使绝缘层汽化,并将导线焊接在一起,这就使得导线和套管或电缆接线头之间形成了一种合金,从而确保了单根导线之间的完美电气连接,线束中每根金属丝所需的机械拉力也可在无滑移效应的情况下实现。
热压接工艺的关键参数是什么?
只有三个关键参数对焊接接头的产生非常重要:焊接电流、焊接时间和焊接压力。STRUNK 的工控系统可预设标准参数,操作员只需进行微调即可,而无需处理这些参数。这些默认值为 STRUNK 建议值,由 STRUNK 根据相应的应用情况设定,此外,操作员还可以自由编程配置文件。
热压接需求?
为了满足客户的各种需求,STRUNK Connect 生产和供应从台式设备到全自动生产线的交钥匙系统。这些设备按顺序处理产品,以实现不同的尺寸或产品组合。焊接单元(热压接单元)本身可以设计为一个模块,也可以配备焊头或焊枪,具体取决于客户的使用空间。欢迎客户向 STRUNK Connect 寄送样品,以获得设备的详细报价。
设备
(以客户解决方案为例)

全自动 150KVA 含传输带的焊接系统,用于热压接齿轮电机的相线和星形点
该系统专为底盘输送系统上的直立式定子而设计,它配备了 STRUNK 伺服旋转升降装置和…

带旋转升降台装置的热压接全自动焊接系统
焊接单元有一组 S-MMD2 或 S-MMD3 模块,用于热压接 BEV 或 HEV 减速电机的套管、环形或管形电缆接线头…
用于定子热压接的半自动焊接单元,包括可互换工具架,用于不同尺寸和设计
该系统设计为 150 千伏安交流夹钳焊接系统,配有 STRUNK X/Y/Z 伺服控制,变压器和次级永久连接,因此次级路径极短…

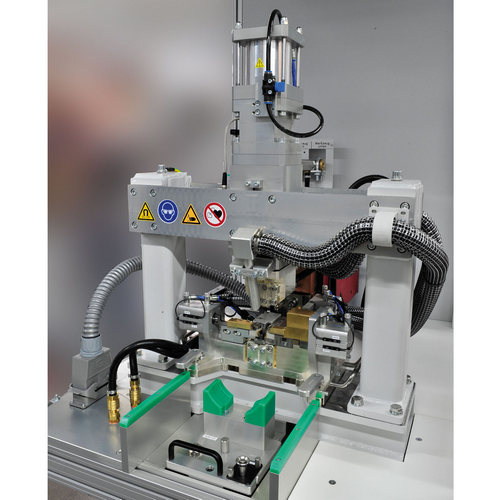
用于热压接定子的 S-MMD1
S-MMD1 系统可作为手动工作站或模块。配有抽屉系统的焊接模块…

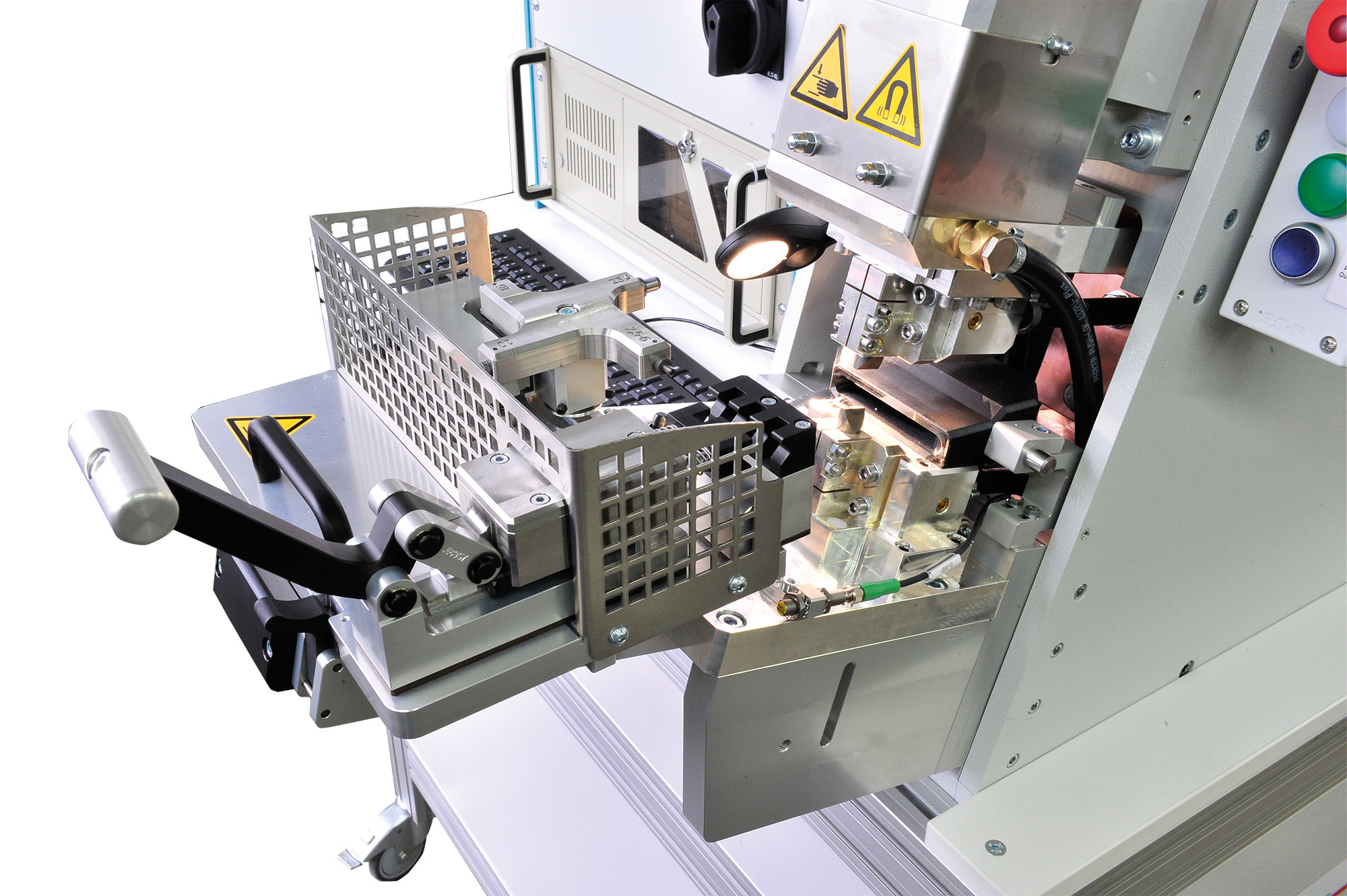
用于热压接应用的 S-MMD3
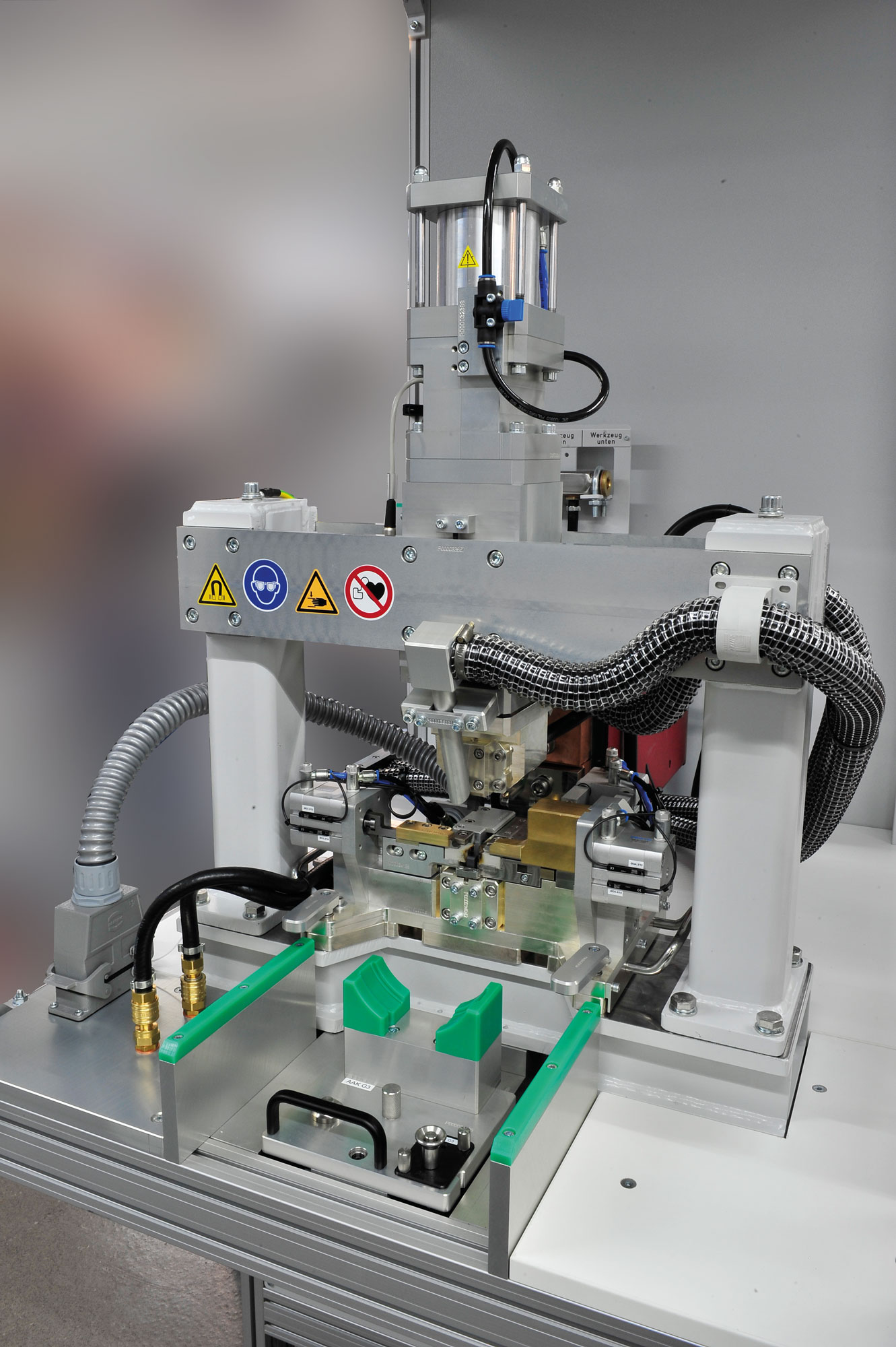
S-MMD3 系统可设计为独立模块或台式安装。 焊接模块采用左对齐台式结构…

使用热压接工艺的带材焊接系统
手动 STRUNK 焊接系统是一种带材焊接系统,伺服送料装置将铜带送至折弯单元…

用于大截面的手动焊接系统
该系统设计为 200 KVA 交流手动夹钳焊接系统,作为一台卧式设备,变压器和次级牢固地连接…

带旋转升降台装置的热压接半自动焊接系统
该系统设计为 150 KVA 交流夹钳焊接系统,配有 STRUNK X/Y/Z 伺服控制,其中变压器和次级连接…
用于热压接定子的龙门式焊接系统
龙门式系统可以加工非常短的电缆/接头,这要归功于自由模具通道…
全自动 150KVA 含传输带的焊接系统,用于热压接齿轮电机的相线和星形点
该系统专为工具架系统上的直立式定子而设计。 它有一个 STRUNK 伺服旋转升降装置和一个带伺服 X/Y/Z 进给的龙门系统,因此,四轴车辆可以到达并处理托盘上的所有物品。

带旋转升降台装置的热压接全自动焊接系统
焊接单元有一个 S-MMD2 或 S-MMD3 模块,用于热压接 BEV 或 HEV 减速电机的套管、环形或管状电缆接头。部件通过 WT 传送,由 WT 皮带系统送入系统,整个部件处理完毕后再送回 WT 皮带系统。
用于热压接定子的半自动焊接单元,包括 可互换工具架,用于不同尺寸和设计
该系统设计为 150 千伏安交流夹钳焊接系统,配有 STRUNK X/Y/Z 伺服控制,变压器和次级永久连接,因此次级路径极短。这样就能在最短的时间内完成大截面的焊接,从而实现高产量。定子通过 WT 系统在前端旋转 180°,然后送入机器。一旦所有连接都焊接完毕,模架就会解锁,并可供 WT 系统拆卸。


用于热压接定子的 S-MMD1
S-MMD1 系统可作为手动工作站或模块。配有抽屉式防护系统和左对齐焊接工具,适用于短抽头长度,尤其适用于直径为 63 – 225 毫米的标准电机定子。连接部件可以是环形端子、管状电缆接头或套管。为不同的接触件提供了特殊的可旋转支架,从而可以快速更换,可以使用端部连接器和直通连接器。


用于热压接应用的 S-MMD3
S-MMD3 系统可设计为独立模块或台式安装。 焊接模块采用左对齐工作台结构和工具结构,适用于现场输入升降剪刀台或传输带,以固定或输入定子。为不同的接触件提供了特殊的可旋转支架,从而可以快速更换。可以使用端部连接器和直通连接器,可选的夹持系统可在不损坏绝缘层的情况下固定电缆束,弹簧夹具可将各种电缆束牢牢固定到位。


用于热压接工艺的带材焊接系统
手动 STRUNK 焊接系统是一种带材焊接系统,伺服送料装置将铜带送至折弯单元,铜条弯曲并压接成相应的几何形状,手动将定子放置到位,然后自动射出卷边,在陶瓷模具之间进行焊接(热卷边)。由于采用了特殊的陶瓷模具,在不同的填充量下都能保持一定的宽度(可连续生产)。

用于大截面的手动焊接系统
该系统设计为 200 千伏安交流手动焊枪焊接系统,作为一台卧式设备,变压器和次级牢固地连接,因此次级路径可以保持极短。这样就能实现高输出,从而焊接 25 至 300 mm² 的横截面,定子通过传送带或升降台放置在系统的右侧。由于工具几何结构紧凑,即使横截面较大,也能实现最短的电缆长度。

带旋转升降台装置的热压接半自动焊接系统
该系统设计为 150 千伏安交流夹钳焊接系统,配有 STRUNK X/Y/Z 伺服控制,变压器和次级牢固地连接,因此次级路径极短。这样就能实现高产量,从而在最短时间内焊接大截面。定子通过 WT 系统手动推到前端的 STRUNK HUBFIX-SERVO 旋转单元上,关闭安全门后,定子将自动进行处理。在例行程序处理完毕后,将 WT 推到辊道上,手动将其弹出。

用于热压接定子的龙门式焊接系统
龙门式系统的设计方便进入模具区域,因此可以加工非常短的电缆/接头。不同应用的工具可以快速更换,放错措施通过监控托盘和我们的工具管理系统 “STRUNK Tool Mangement “来实现。
样品展示

Cu-Lackdraht, 300 mm², zu Kabelschuh, verzinnt
Schweißanlage als manuelles Zangenschweißsystem 200 KVA AC als Flachbettmaschine ausgeführt, wobei Trafo und Sekundäre fest verbunden sind, damit die Sekundärwege extrem kurz gefasst werden können. Dies ermöglicht hohe Leistungen und somit das Verschweißen von Querschnitten zwischen 25mm² und 300mm². Die Statoren werden bauseits rechts an der Anlage durch ein Förderband oder Hubtisch präsentiert. Durch die kompakte Werkzeuggeometrie können auch bei den hohen Querschnitten kürzeste Leitungslängen realisiert werden.

Cu-Lackdraht oder Mischverbindung mit zugeführtem Stanzband
Manuelles STRUNK Zangenschweißsystem als Bandschweißanlage mit Servozuführung eines Cu-Stanzbandes zu einer Biegeeinheit. Das Cu-Band wird so zu einer Crimpgeometrie gebogen, dass manuell die Abgänge der Statoren in den Crimp eingelegt werden können. Der Crimp wird sodann automatisch geschossen und die Schweißung (Heißcrimpung) zwischen Keramiken ausgeführt. Durch das spezielle Keramikwerkzeug wird bei unterschiedlichen Füllgraden (sequenzielle Feritigung möglich) immer eine definierte Breite gehalten.
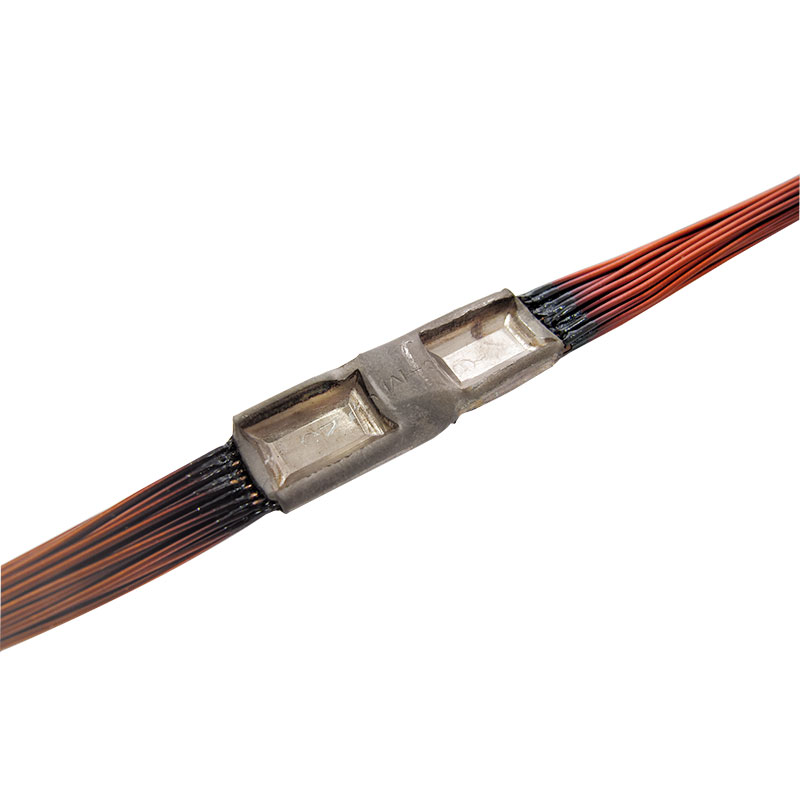
Cu-Litze, verzinnt, zu Cu-Lackdraht
Maschine für die manuelle Verarbeitung von Statoren
Cu-Lackdraht zu Kabelschuh, vernickelt
vollautomatische Schweißzelle in Doppelzangenausführung mit Werkzeugträgersystem für den Banddurchlauf

Cu-Lackdraht zu Kabelschuh, versilbert
Die Anlage ist für stehende Statoren auf Werkzeugträgersystemen konstruiert. Sie verfügt über eine STRUNK Servo Dreh-Hubeinheit, sowie über ein Portalsystem mit Servo X/Y/Z Zustellung. Der 4-Achser kann somit alle Positionen auf einer Palette erreichen und verarbeiten.

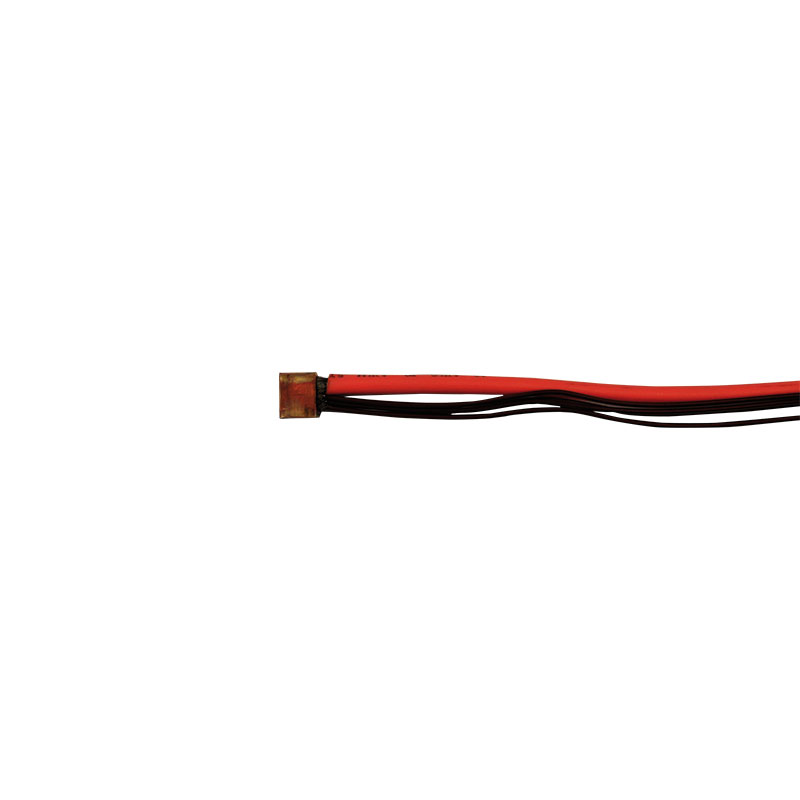
Hochtemperaturleitung an Steckkontakte
MSK Mikroschweißanlage für das Heißcimpen eines Leitung für den Einsatz im Hochtemperaturbereich als Handarbeitsplatz.
HF-Litzen an Stanz-Biege Kabelschuh
Schweißmodul für die Verarbeitung von HF-Litzen mit linksbündigem Tischaufbau sowie Werkzeugaufbau für eine bauseitige Zustellung von Hub-Scherentischen oder Transferbändern für die Fixierung oder Zuführung von Statoren. Für unterschiedliche Kontaktteile sind spezielle drehbare Aufnahmen vorgesehen die in sich wiederum schnellwechselbar sind. So sind Endverbinder und Durchgangsverbinder möglich.

HF-Litzen oder Mischwerbindung mit zugeführten Stanzband
Manuelles STRUNK Zangenschweißsystem als Bandschweißanlage mit Servozuführung eines Cu-Stanzbandes zu einer Biegeeinheit. Das Cu-Band wird so zu einer Crimpgeometrie gebogen, dass manuell die Abgänge der Statoren in den Crimp eingelegt werden können. Der Crimp wird sodann automatisch geschossen und die Schweißung (Heißcrimpung) zwischen Keramiken ausgeführt. Durch das spezielle Keramikwerkzeug wird bei unterschiedlichen Füllgraden (sequenzielle Feritigung möglich) immer eine definierte Breite gehalten.

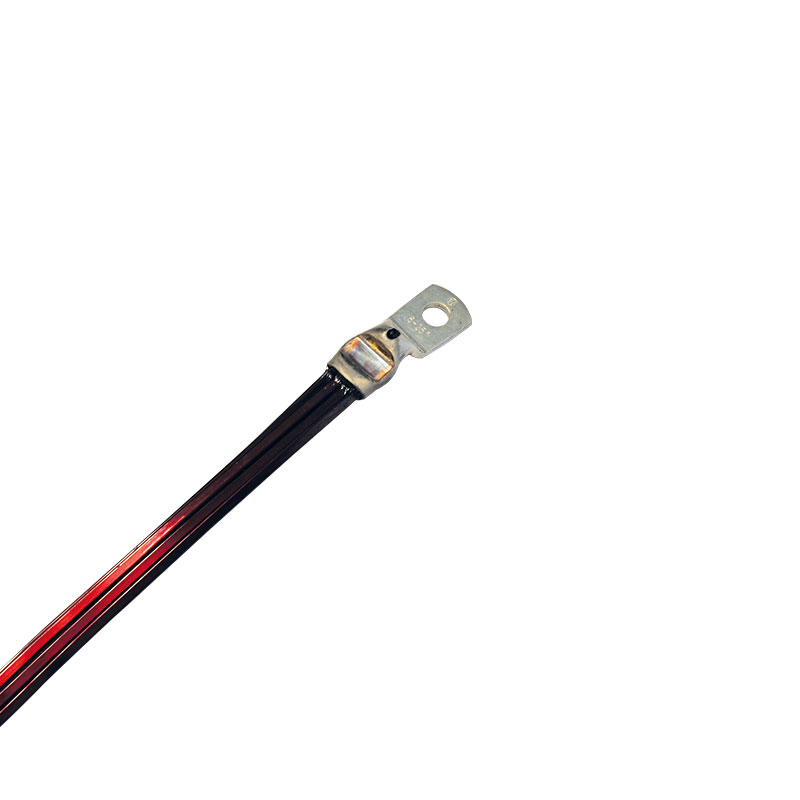
HV, Cu, blank, zu Ring-kabelschuh, versilbert
Anwendung für HV-Leitungssätze mit Apllikation eines Kabelschuhes im Schweiß-/Heißcrimpverfahren. Anlage als Handarbeitsplatz mit Werkzeug inkl. seitlicher Begrenzer um exakte Dimensionen des Schweißbereiches zu halten damit die Applikation in ein Spritzgußgehäuse passt.

Ladestecker für EV und Hybrid
Ladestecker für EV incl. Ladedose bauseits im Fahrzeug normiert mit Verarbeitungsrichtlinie. chweißmodul KNP 6 für die Verschweißung von gedrehten Kontakten in Cu blank oder vernickelt für Ladestecker oder Ladedosen im EV (BEV oder HEV) für DC und AC Ladestrategien. Die Anlagen ermöglichen eine manuelle Bestückung von Steckkontakt und Kabel und einen Schweißvorgang ohne die Assembly aus der Hand zu nehmen.
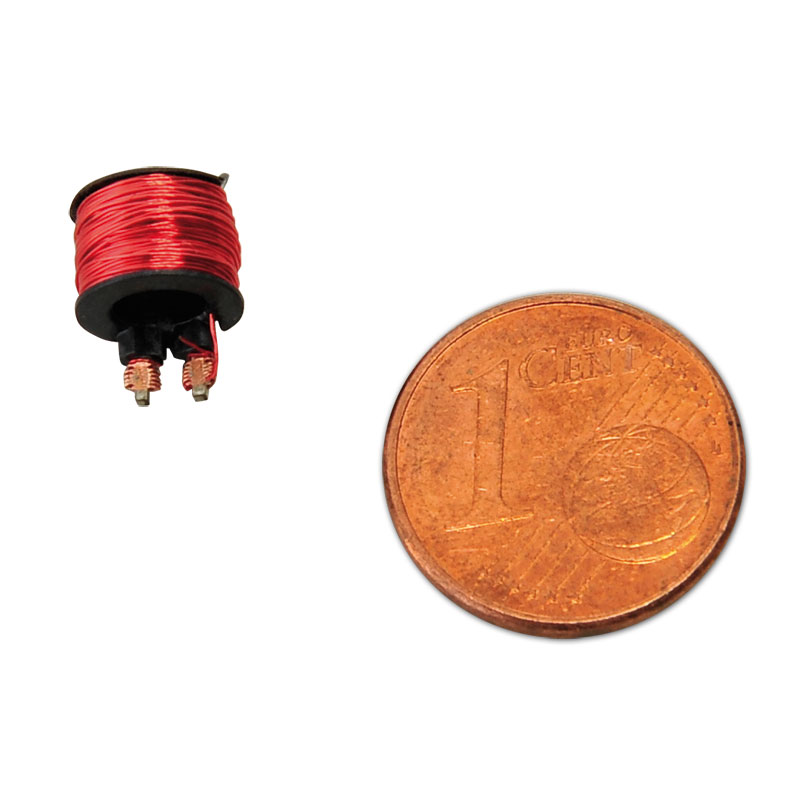
Mikrospule, kontaktiert per Hakenschweißen
Heißcrimpanwendung für Spulen ausgeprägrt als Hakenschweißung für die automatische Fertigung. Mikroschweißzange in mit Drehtisch und Palletiersystem.

Stator
Getriebemotor in Wickel-Einzugstechnik. Heißcrimpen von U,V,W sowie den Sternpunkten als vollautomtisches Fertigungskonzept. Die Schweißzelle verfügt über ein S-MMD2 oder S-MMD3 Modul für Heißcrimpverbindungen von Hülsen und Ring- oder Rohrkabelschuhen für Getriebemotoren im Bereich BEV oder HEV. Die Präsentation der Bauteile erfolgt über einen WT, der in die Anlage von einem WT-Bandsystem eingezogen und nach Verarbeitung des gesamten Bauteils wieder auf das WT- Bandsystem eingeschleust wird.
Cu-Lackdraht oder Mischverbindung mit zugeführten Stanzband
Manuelles TRUNK Zangenschweißsystem als Bandschweißanlage mit Servozuführung eines Cu-Stanzbandes zu einer Biegeeinheit. Das Cu-Band wird so zu einer Crimpgeometrie gebogen, dass manuell die Abgänge der Statoren in den Crimp eingelegt werden können. Der Crimp wird sodann automatisch geschossen und die Schweißung (Heißcrimpung) zwischen Keramiken ausgeführt. Durch das spezielle Keramikwerkzeug wird bei unterschiedlichen Füllgraden (sequenzielle Feritigung möglich) immer eine definierte Breite gehalten.
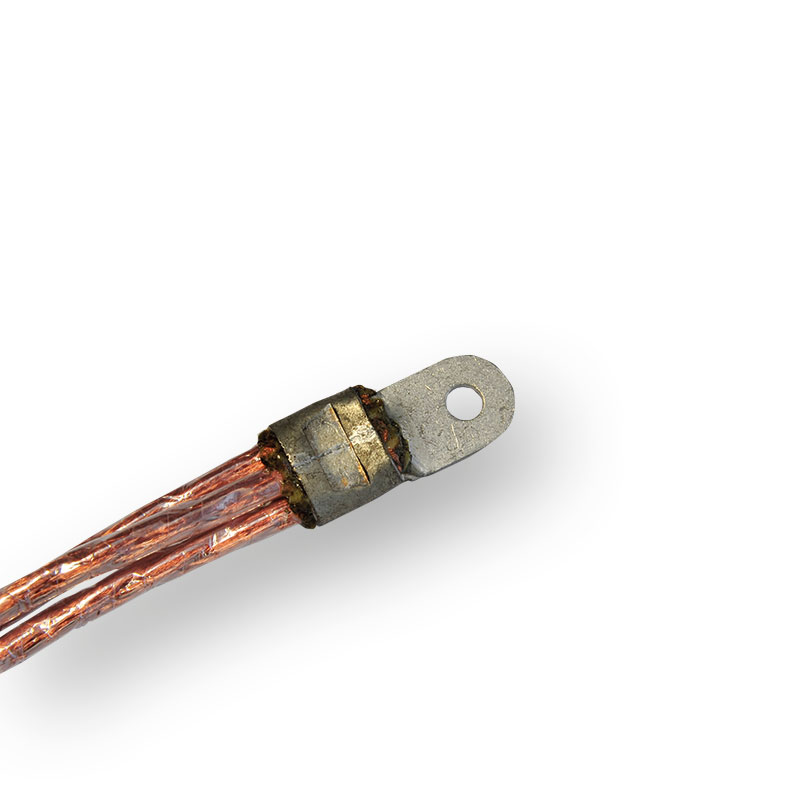
Cu-Lackdraht zu Kabelschuh, Kupfer, blank
Anwendung von Profillackdrähten zu Kabelschuh, versilbert als Handarbeitsplatz. Das Portalsystem ermöglicht durch den freien Werkzeugzugang die Verarbeitung von sehr kurzen Leitungs-/Abgriffslängen. Die Werkzeuge für unterschiedliche Anwendungen sind schnellwechselbar. Poka Yoke wird über überwachte Ablagen und unsere Werkzeugverwaltung “STRUNK Tool Mangement” realisiert.

Cu-Lackdraht zu Kabelschuh, Kupfer versilbert
Getriebemotor in Wickel-Einzugstechnik. Heißcrimpen von U,V,W sowie den Sternpunkten als vollautomtisches Fertigungskonzept. Die Schweißzelle verfügt über ein S-MMD2 oder S-MMD3 Modul für Heißcrimpverbindungen von Hülsen und Ring- oder Rohrkabelschuhen für Getriebemotoren im Bereich BEV oder HEV. Die Präsentation der Bauteile erfolgt über einen WT, der in die Anlage von einem WT-Bandsystem eingezogen und nach Verarbeitung des gesamten Bauteils wieder auf das WT- Bandsystem eingeschleust wird.